
.jpg)
.png)
.png)
.png)
根據博革咨詢建議自動化工廠的工裝夾具設計經驗,認為常用的工裝夾具按照功能性主要分為以下幾種:
01夾模
02鉆孔、銑面工裝
03數控、儀表夾頭
04試氣、試水工裝
05切邊、沖孔工裝
06焊接工裝
07拋光治具
08裝配工裝
09移印,激光刻字工裝
如:
01夾模
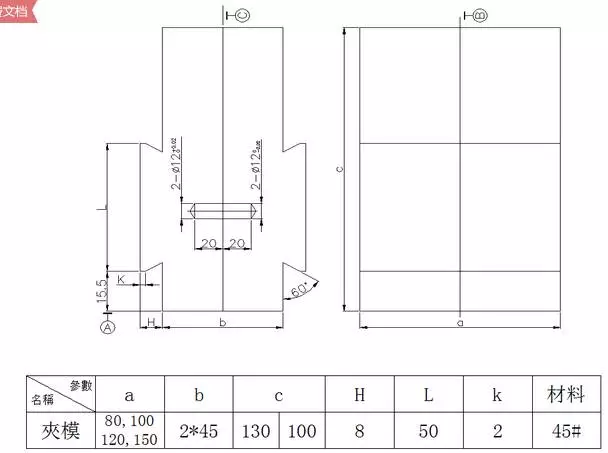
定義:用產品外形定位裝夾的工具
設計要點:
1,此類夾模主要用于虎鉗上,其長度可以根據需要截取;
2,夾模上可以設計其他輔助定位裝置,一般采用焊接方式連接夾模;
3,上圖為簡圖,模腔結構尺寸由具體情況確定;
4,在動模上的適當位置緊配直徑12的定位銷,定模相應位置的定位孔滑動配合定位銷;
5,裝配型腔在設計時需在無收縮的毛坯圖檔的外形面基礎上偏移放大0.1mm。
02鉆孔、銑面工裝
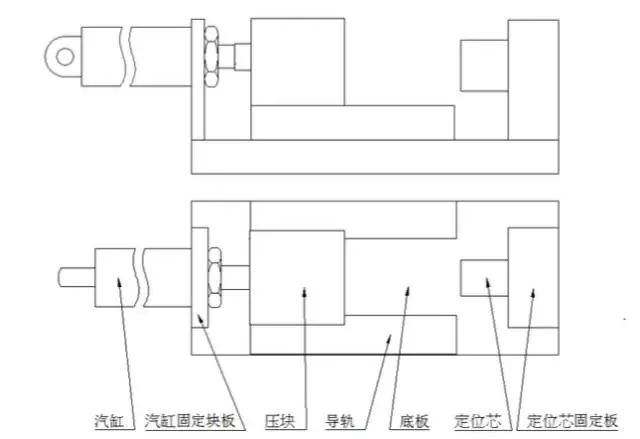
設計要點:
1,如有必要,可在固定芯及其固定板上設計一些輔助定位裝置;
2,上圖為結構簡圖,實際情況需根據產品結構做相應設計;
3,汽缸根據產品大小和加工時受力情況而定,常用SDA50X50;
03數控、儀表夾頭
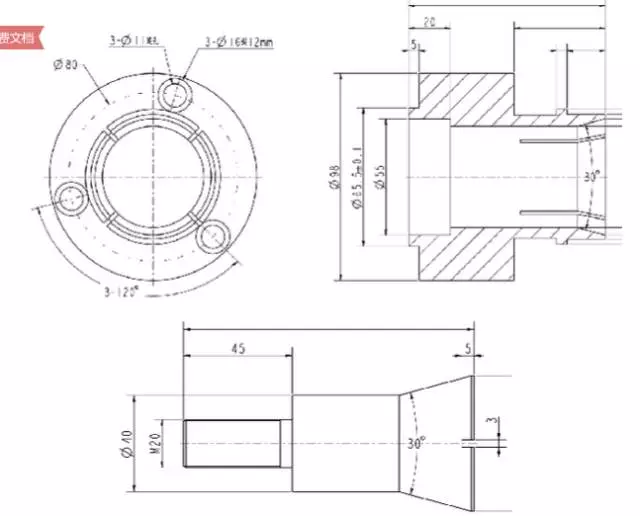
A數控夾頭
內束夾頭
設計要點:
1,上圖未標識尺寸依據實際產品的內孔尺寸結構而定;
2,與產品內孔定位接觸的外圓在制作時需留單邊0.5mm的余量,后裝到數控機床上在精車到尺寸,防止淬火過程導致的變形和偏心;
3,裝配部分的材料推薦使用彈簧鋼,拉桿部分45#;
4,拉桿部分的螺紋M20為常用螺紋,可根據實際情況調整該螺紋
儀表內束夾頭
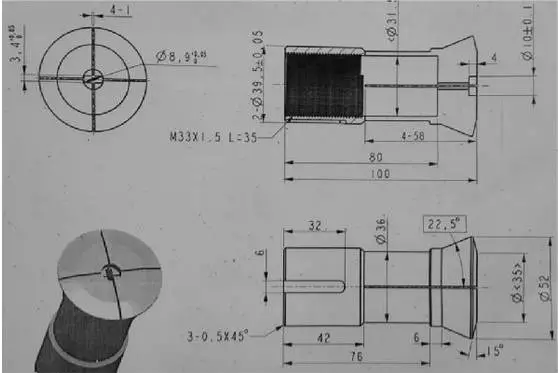
設計要點:
1,上圖為參考圖示,裝配尺寸和結構依據實際產品的外形尺寸結構而定;
2,材料使用45#,淬火處理。
儀表外束夾頭
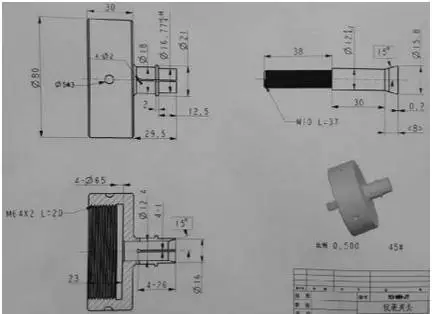
設計要點:
1,上圖為參考圖示,實際尺寸依據產品的內孔尺寸結構而定;
2,與產品內孔定位接觸的外圓在制作時需留單邊0.5mm的余量,后裝到儀表車床上在精車到尺寸,防止淬火過程導致的變形和偏心;
3,材料使用45#,淬火處理。
04試氣工裝

設計要點:
1,上圖是試氣工裝的參考圖,具體結構需依據產品的實際結構來設計,思路就是用盡可能簡單的方式密封產品,讓需檢測密封的部分充滿氣體來確認其密封性;
2,汽缸的大小可根據產品的實際大小來調整,同時也需考慮汽缸的行程是否能滿足取放產品的便捷;
3,與產品接觸的密封面一般采用優力膠,NBR膠圈之類具有良好壓縮量的材料,同時注意如有與產品外觀面接觸的定位塊盡量使用白膠類的塑料塊并且在使用過程中蓋上棉布防止碰傷產品外觀;
4,設計時需考慮產品的定位方向,防止內漏的氣體憋在產品型腔內部而誤檢的情況出現。
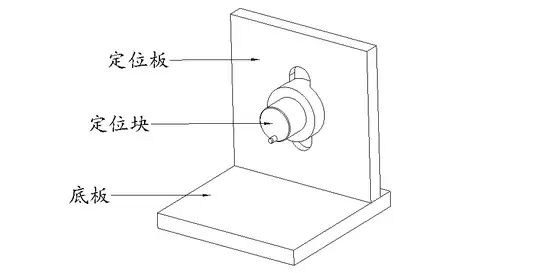
05沖孔工裝
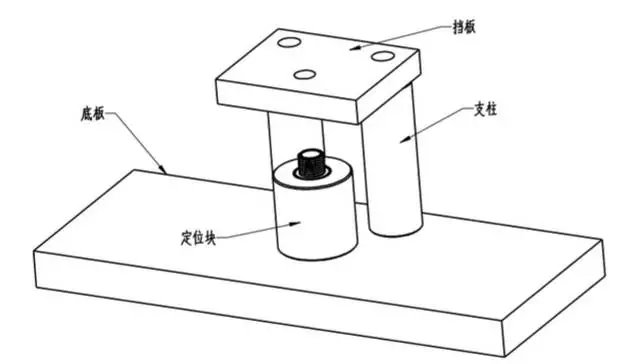
設計要點:上圖為沖孔工裝的常用結構。底板作用為方便固定在沖床的工作臺;定位塊作用為固定產品,具體結構按產品的實際情況而設計,中心點圍繞能方便安全的取放產品;擋板作用在方便產品從沖刀上脫離;支柱起固定擋板的作用。上述幾個部位的裝配位置和尺寸可
按產品的實際情況設計。
06焊接工裝
焊接工裝主要起固定焊接組件中各零部件的位置,控制焊接組件中各零部件的相對尺寸,其結構主要是定位塊,需根據產品的實際結構來設計。值得注意的情況在產品放置在焊接工裝上不得用工裝之間產生密封空間,防止焊接加熱過程中導致密封空間壓力過大影響零部件焊接后的尺寸。
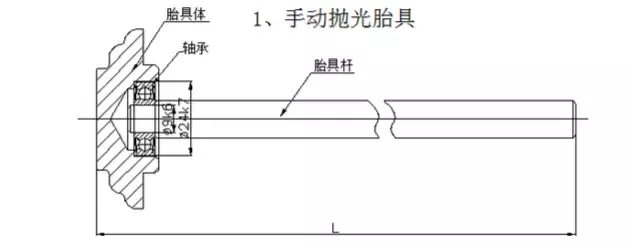
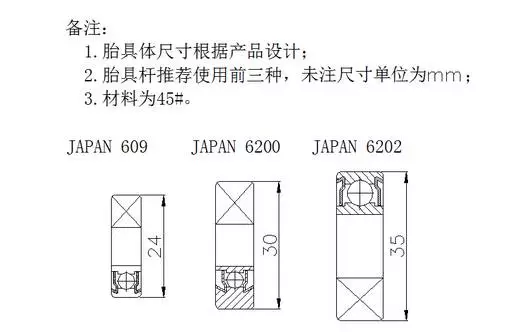
07拋光治具

08裝配工裝
裝配工裝主要應用在組件的裝配過程中輔助定位的裝置。其設計思路為根據組件裝配的結構能便捷的取放產品,在裝配過程中不能損壞產品的外觀表面,在使用過程中能蓋上棉布來保護產品。在材料的選用上面盡量用白膠等非金屬材料。
09移印,激光刻字工裝
作者:博革咨詢
推薦新聞
.png) 蘇州礦山機械領軍企業精益改善優秀成果展現
蘇州礦山機械領軍企業精益改善優秀成果展現 博革于2021年10月正式與蘇州創力達成合作,簽署精益布局項目,旨在全面改造升級齒輪車間,歷時4個月完成前期規劃,另根據規劃項目歷時1年改造完成,現新車間已經投入使用,并且達到預期目標。 /news/4855.html
 博革攜手江東金具設備制造,精益咨詢管理改善促生產
博革攜手江東金具設備制造,精益咨詢管理改善促生產 江東金具決定與上海博革咨詢達成協議:由上海博革咨詢為江東金具進行工廠布局規劃和目視化設計工作。項目定位為打造絕緣子行業國內領先、行業標桿的智能化、自動化燈塔工廠。 /news/4866.html
.png) 國內PPE行業領軍企業賽立特園區精益布局
國內PPE行業領軍企業賽立特園區精益布局 博革自2022年起為賽立特提供精益管理服務,助力企業搭建精益管理體系,推動精益化管理落地見效,從而全面轉型升級,提升企業競爭力。本次項目從2024年10月進駐,經過調研分析,圍繞園區整布局 /news/4864.html